01
Narzędzia i przyrządy
Projektowanie oraz wykonanie prototypów wymaga odpowiednich narzędzi, wiedzy i doświadczenia w tym zakresie. Kompetencje inżynieryjne naszych specjalistów oraz oprogramowanie do modelowania 3D znacznie ograniczają czas projektowania i wykonania części prototypowych, jak również narzędzi używanych w procesach produkcyjnych w technologii FDM oraz SLS.


02
Testowanie
i programowanie
Oferowanie produktów najwyżej jakości nie byłoby możliwe bez odpowiednich testów przeprowadzanych na różnych etapach procesów produkcyjnych. Testy wykonujemy na linii produkcyjnej lub w naszych laboratoriach z zachowaniem najwyższych standardów. Projektowanie i programowanie sekwencji testu wykonujemy z wykorzystaniem oprogramowania LabVieW oraz know-how i kompetencji inżynieryjnych, rozwijanych i doskonalonych w naszym zespole wewnętrznym Test & Validation. Stanowimy przewagę nad konkurencją poprzez autonomiczną obsługę urządzeń oraz reagowanie na zmieniające się potrzeby klientów – w trakcie życia produktu.
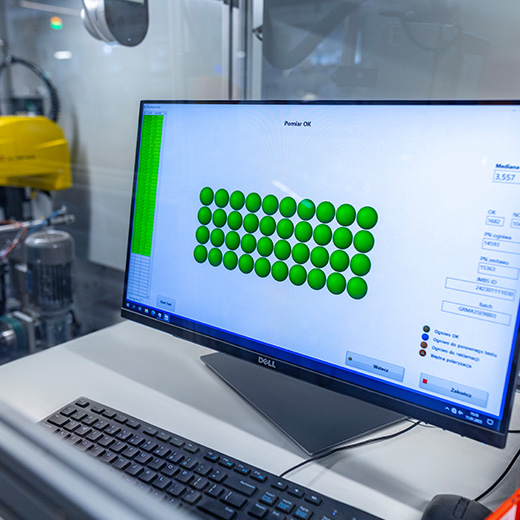
Testowanie – Pre-test
Pre-test jest jednym z pierwszych etapów testowania, który polega na testowaniu pojedynczych ogniw z wykorzystaniem trzech algorytmów (min-max, mediana, wartość średnia). Dzięki temu uzyskujemy najlepsze możliwe dopasowanie wszystkich pojedynczych ogniw, z których zbudowana jest bateria.
Parametry
| 3 rodzaje algorytmów (min-max, mediana, wartość średnia) |
| Rzeczywisty widok ogniwa |
| Akustyczna sygnalizacja awarii |
| Błąd polaryzacji i błąd napięcia akumulatora są rozdzielone |
| Możliwość wizualizacji dowolnego kształtu baterii |
| Logowanie danych do plików CSV, możliwe połączenie z bazą danych |
| Standardowa rozdzielczość co 1 mV |
| Wyzwalanie przyciskiem lub automatyczne |
| Komunikacja przez Ethernet |
| Pomiar rezystancji wewnętrznej ogniwa ACIR |

Testowanie – Midtest
Midtest to testowanie modułów ogniw na pośrednim etapie procesu. Wykonujemy ten rodzaj testu, aby zapewnić poprawne dopasowanie bloków, z których zbudowana jest bateria.
Parametry
| Rzeczywisty widok ogniwa |
| Akustyczna sygnalizacja awarii |
| Oddzielenie błędu polaryzacji od błędu napięcia baterii |
| Możliwość wizualizacji dowolnego kształtu baterii |
| Rejestracja danych do plików CSV, możliwość podłączenia do bazy danych |
| Standardowa rozdzielczość co 1 mV |
| Komunikacja przez Ethernet |
Testowanie – EOL test
EOL test przeprowadzamy w ostatniej fazie procesu montażu baterii ze sprawdzeniem jej parametrów. Test odbywa się przy użyciu adaptera zaprojektowanego tak, aby sprawdzić gniazdo użytkownika i potwierdzić prawidłowe działanie baterii.
Parametry
| Komunikacja – CAN, UART |
| Testy obciążeniowe do 200 A |
| Testy ładowania do 60 A |
| Testy zwarcia |
| Kontrola diod LED |
| Test przycisków |
| Drukowanie etykiet i weryfikacja poprzez skanowanie kodu QR |
| Rejestracja danych w pliku CSV |
| Dedykowany adapter – możliwość wymiany np. na inny model baterii |

Programowanie PCB
Aby zapewnić aktualne oprogramowanie w PCB, używamy dedykowanego adaptera. Adapter do programowania może spełniać również funkcję kontrolną przycisku zamontowanego na PCB oraz weryfikować prawidłowe działanie przed montażem w baterii.
Główne parametry urządzenia
| Kontrola pozycji przycisku z dokładnością do 10 µm |
| Test i programowanie PCB |
| Rejestracja danych w pliku CSV |
| Automatyczna regulacja w zależności od temperatury |

Testy – analiza przyczyn źródłowych problemów z bateriami
Testowanie jest podstawowym procesem, który pozwala nam zapewnić prawidłowe działanie baterii i wyeliminować ewentualne błędy. Podczas występowania problemów z baterią zapewniamy wsparcie w identyfikacji i rozwiązywaniu problemów poprzez wykonanie:
- testów elektrycznych sprawdzających wszystkie podejrzane elementy,
- analiz mikroskopowych,
- badań laboratoryjnych.
03
ESD
Ochrona przed ESD (Electro-Static Discarge) to system zapewniający bezpieczeństwo elementom elektronicznym wrażliwym na wyładowania elektrostatyczne. Przepływ ładunków i napięcie o dużej wartości mogą powodować uszkodzenie komponentów na każdym etapie produkcji, transportu czy użytkowania. Odpowiednie zabezpieczenie produktów przed ESD to gwarancja ich wysokiej jakości i prawidłowego działania.
Strefa EPA – bezpieczną pod względem występowania przedmiotów oraz działań ESD przestrzeń produkcyjną określa się mianem strefy EPA (Electro-Static Protection Area). Strefa ta oznaczona jest za pomocą pasów ograniczających i etykiet informacyjnych. Strefę EPA badamy pod kątem spełnienia wymagań i zatwierdzamy certyfikatem.
Koordynator ESD
W naszym zespole posiadamy kompetentną i doświadczoną osobę odpowiedzialną za sprawy związane z ochroną przed ESD. Do jej obowiązków należy prowadzenie wykazu wszelkich urządzeń i przedmiotów zatwierdzonych do ochrony przed ESD, jak również okresowe pomiary i procedury bezpiecznych zachowań pracowników. Koordynator ESD pełni rolę audytora na audytach kontrolnych. Czuwa nad spełnieniem warunków ESD, które określane są przez normy opracowane przez Międzynarodową Komisję Europejską EN 61340-5-1:2009 i EN 61340-5-2:2002.


Ochrona przed ESD dla personelu
Regularnie szkolimy nasz personel w zakresie bezpieczeństwa ESD. Najważniejszym elementem ochrony pracowników jest uziemienie stanowiskowe. Bezpieczeństwo pracy zapewniają specjalnie przystosowane stanowiska pracy z dwuwarstwowymi matami stołowymi oraz opaski nadgarstkowe, które odprowadzają ładunki z ciała. Zespół obecny w strefie EPA nosi odzież roboczą ESD, rękawiczki oraz specjalne obuwie lub ochraniacze z paskiem przewodzącym do obuwia.
04
Zgrzewanie
Zgrzewanie jest bardzo ważnym procesem mającym bezpośredni wpływ na jakość baterii. Definiuje on parametry elektryczne, które stanowią jedną z podstawowych właściwości baterii. Proces łączenia jest klikuetapowy i rozpoczyna się od doboru materiałów zgrzewanych, zdefiniowania typu połączeń i określenia zastosowanej technologii łączenia.
Testy i walidacja połączeń muszą potwierdzić stabilny i trwały proces łączenia, który został dobrany tak, aby zapewnić połączenia zgodnie z wymaganiami klienta.
W baterii może występować od kilku do kilkudziesięciu połączeń wykonanych w technologii zgrzewania oporowego.
Parametry procesu zgrzewania opracowujemy indywidualnie dla każdego połączenia, zgodnie z przyjętymi standardami oraz procedurami.
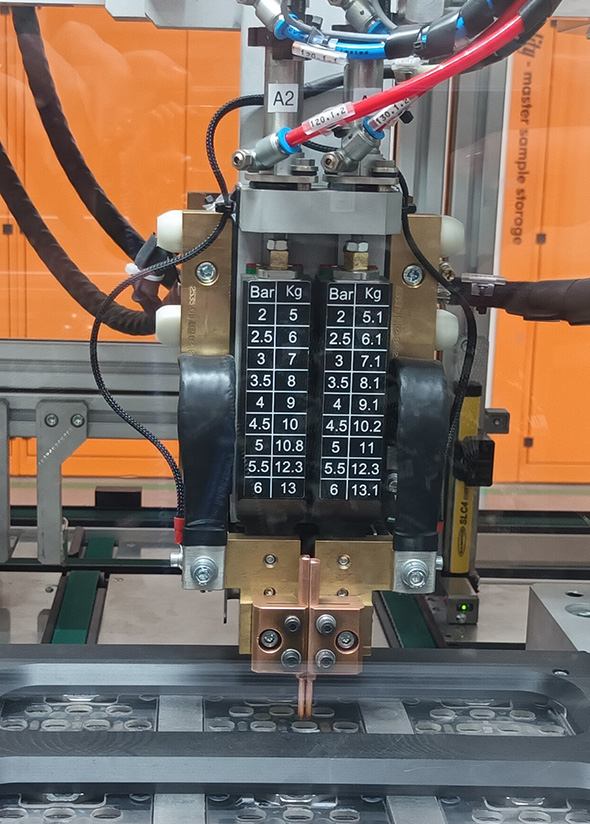
Dla zgrzewania oporowego bardzo ważny jest wybór urządzeń, elektrod, ustalenie parametrów procesu oraz parametrów kontrolnych w procesie.
Dzięki zastosowaniu zaawansowanych urządzeń do zgrzewania oporowego możemy sprawdzać ustalone parametry kontrolne w trybie rzeczywistym i w razie potrzeby zatrzymać proces (np. napięcie, natężenie prądu, czas).
Jakość połączeń zgrzewanych oceniamy na podstawie testów niszczących oraz nieniszczących (m.in. próba zrywania, próba twardości, metalografia, X-Ray).
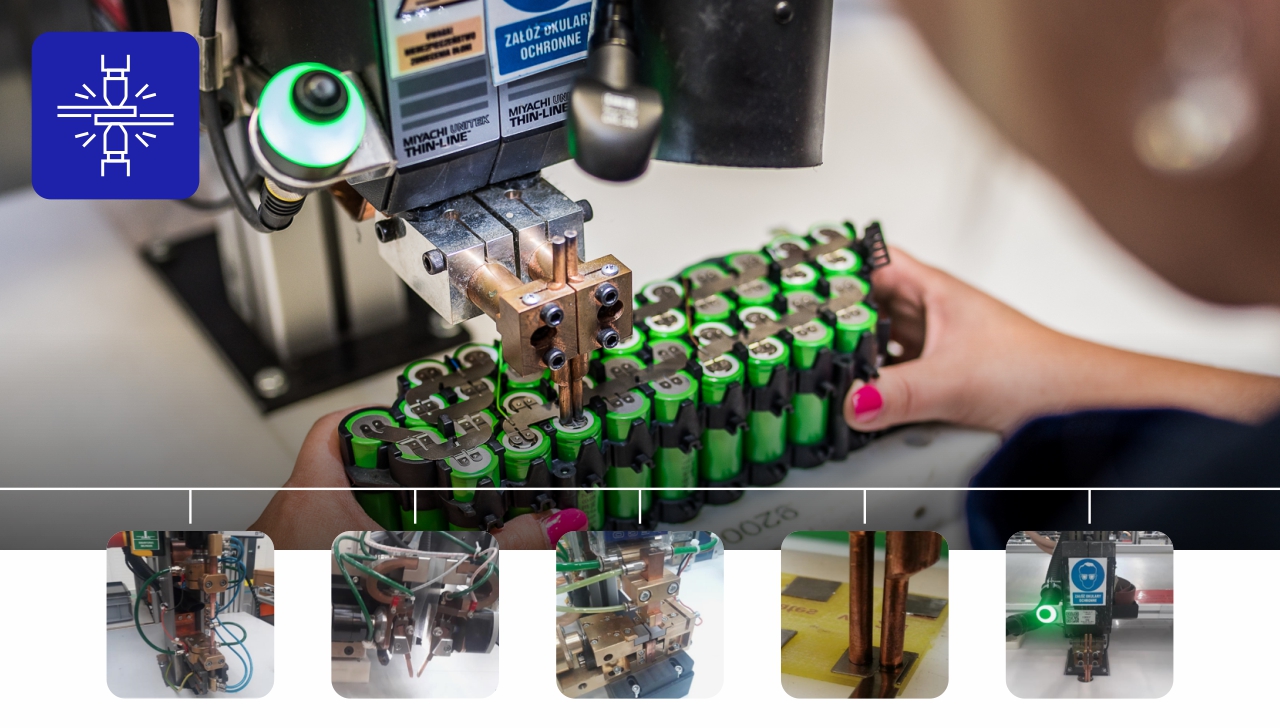
Typy zgrzewania
Zgrzewanie rezystancyjne:
- zgrzewanie punktowe,
- kompaktowanie
- zgrzewanie równoległe,
- zgrzewanie pośrednie,
- zgrzewanie kleszczowe.
Zgrzewanie – walidacja i badanie zdolności
Ważnym etapem w procesie zgrzewania jest walidacja i badanie zdolności. Wykonujemy te badania poprzez następujące elementy:
- analiza specyfikacji zgrzewania,
- próby zgrzewania (zdefiniowany materiał oraz kształt elektrody),
- ustawienie parametrów procesu zgrzewania (również wartości MIN i MAX),
- walidacja/SPC,
- analiza X-RAY i/lub metalografię,
- dokumentacja parametrów procesu zgrzewania.


05
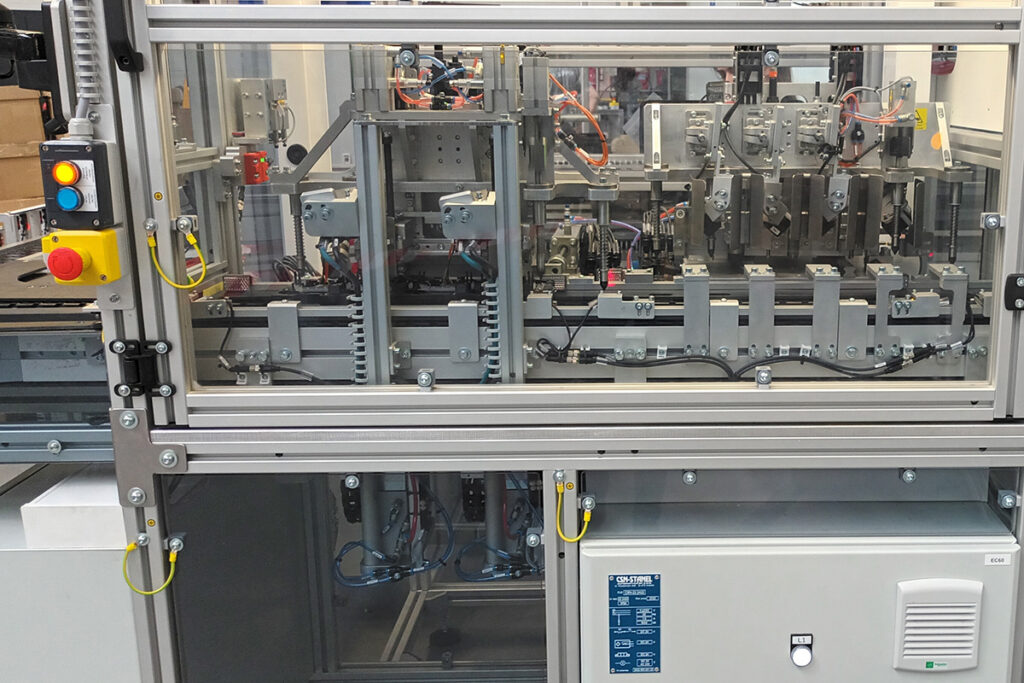
Automatyzacja – test i montaż ogniw
Automatyzacja procesu testu i montażu ogniw składa się z następujących etapów:
- pomiar napięcia i polaryzacji każdego ogniwa,
- porównanie napięcia miedzy ogniwami,
- umieszczanie ogniw w cellholderach przez roboty.
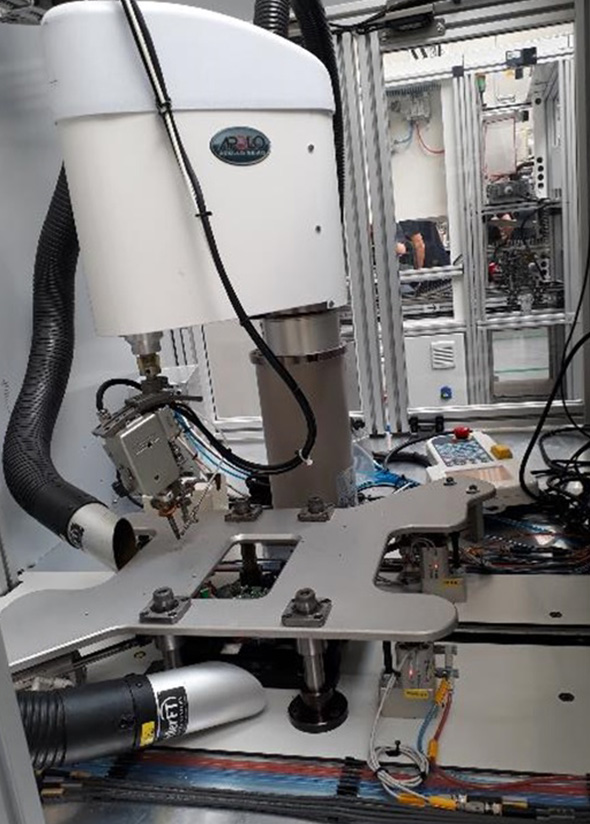
Automatyzacja – proces lutowania
Lutowanie to proces bardzo często wykonywany podczas produkcji baterii, który może odbywać się w całkowicie zautomatyzowanej formie. Lutowanie w zautomatyzowanym procesie opieramy na systemie wykorzystującym roboty SCARA, głowicę lutowniczą, system dozowania cyny i regulator temperatury. Wykorzystanie tego rozwiązania znacznie podnosi bezpieczeństwo, wydajność pracy, precyzję oraz powtarzalność i jakość wykonywanych połączeń lutowanych. System wykorzystywany przez roboty SCARA pozwala na:
- wykonanie powtarzalnego procesu w zakresie zapewnienia właściwego połączenia lutowanego,
- kontrolę parametrów procesu,
- zmniejszenie ryzyka wystąpienia „zimnego lutu”.
Automatyzacja – proces wkręcania/skręcania
Automatyzacja procesu skręcania w produkcji baterii pozwala na zwiększenie wydajności, kontrolę sekwencji, ustawienie strategii skręcania oraz monitorowanie i rejestrowanie parametrów procesu skręcania (np. moment, kąt, kolejność).
Zautomatyzowany system do skręcania zawiera:
- zaawansowany sterownik/kontroler,
- klucz z czujnikiem tensometrycznym lub prądowym,
- podajnik części.
Automatyzacja – zgrzewanie
Zautomatyzowany proces zgrzewania to przede wszystkim:
- precyzyjne pozycjonowanie produktu,
- zautomatyzowana kontrola parametrów zgrzewania i wykrywanie NOK,
- wysoka wydajność procesu zgrzewania.
Dociskanie
Zautomatyzowany proces dociskania to:
- kontrola parametrów procesu (siła nacisku i przemieszczenie),
- detekcja NOK.
Aplikacja membrany
Aplikacja membrany polega na wykonaniu następujących czynności:
- zautomatyzowana aplikacja membran,
- zintegrowany pomiar przepływu powietrza,
- detekcja NOK.
06
Dozowanie i zalewanie
Celem procesu dozowania lub zalewania (potting) jest zwiększenie bezpieczeństwa i żywotności krytycznych elementów (np. elektroniki) oraz zapewnienie odpowiedniej szczelności.
Zalewanie 2-komponentowe i dozowanie
Zalewanie 2-komponentowe i dozowanie (w tym dozowanie pasty termoprzewodzącej) wykonujemy przy użyciu automatycznej stacji zawierającej zaawansowany system podawania i mieszania składników, jak również głowicę zamontowaną na robocie kartezjańskim. Dzięki temu wspomniane procesy charakteryzują się dużą precyzją i powtarzalnością.
07
Znakowanie produktu
Ostatnim etapem w procesie produkcji jest znakowanie produktu. Cały proces znakowania wykonujemy zgodnie z obowiązującymi normami i wymogami prawnymi.

Znakujemy produkty z wykorzystaniem następujących technik:
- znakowanie laserowe,
- tampodruk,
- naklejane etykiety drukowane w technologii termo-transferowej.
Znakowanie laserowe – to zautomatyzowany proces pozwalający na bardzo szybkie, powtarzalne znakowanie danych przesyłanych z innych urządzeń, np. numeru seryjnego nadawanego prze EoL tester.
Tampodruk – technika wykorzystywana do nanoszenia m.in. opisu oraz logo producenta na produkt. Dużą zaletą tampodruku jest możliwość drukowania na każdej powierzchni. Gładka podkładka silikonowa (tampon drukarski) o wysokiej odporności chemicznej używana jest do przenoszenia farby z płyty na przedmiot.
08
Zbieranie danych
i identyfikacja części
System Traceability – umożliwia prześledzenie drogi wszystkich komponentów, parametrów technologicznych zastosowanych w procesie oraz przypisanie danych kontrolnych, jeżeli zostały zdefiniowane. Identyfikowalność części w produkcji uzyskujemy poprzez dostarczanie części w oznaczonych pojemnikach za pomocą kodów kreskowych, QR lub DMC.
Istotnym elementem procesu produkcyjnego jest identyfikacja części na każdym etapie oraz przypisanie do nich odpowiednich danych. Pozwala na to zainstalowana technologia RFID. Przypisane dane umożliwiają nam na dokładną analizę i optymalizację procesów oraz czasów.

09
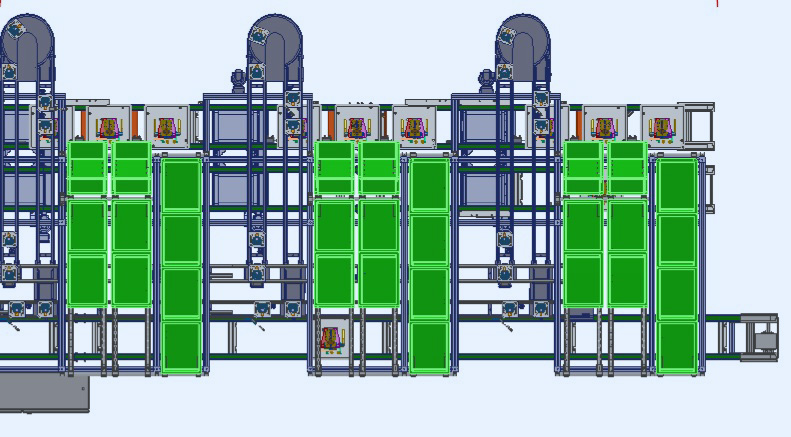
Uruchomienie maszyny/linii produkcyjnej
Uruchomienie maszyny/linii produkcyjnej wymaga odpowiedniego przygotowania. Cały proces odbywa się zgodnie z opracowanymi procedurami oraz wymogami prawnymi i bezpieczeństwa. Proces uruchomienia obejmuje poszczególne etapy, na które składa się:
Przygotowanie specyfikacji maszyny
- Odbywa się na podstawie opracowanego procesu
- Obejmuje wszystkie wymagania klienta
- Obejmuje wszystkie ogólne wymagania EMBS i normy automatyzacji
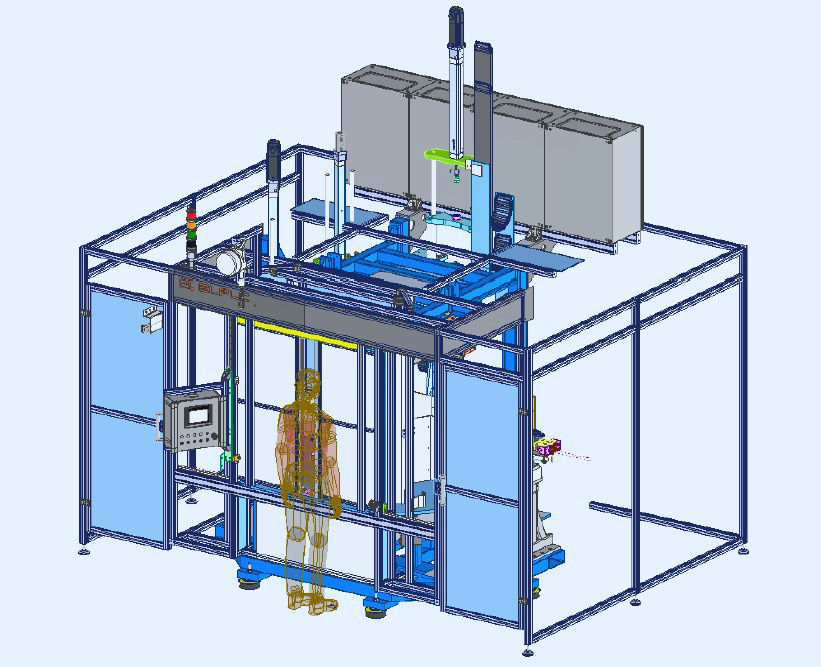
Akceptacja modelu 3D
- Na tym etapie odkrywanych jest najwięcej błędów projektowych i niedoskonałości koncepcji
Odbiór maszyny/linii u dostawcy
- Weryfikacja systemów bezpieczeństwa
- Pierwsze testy i produkcja próbna
- Weryfikacja spełnienia wymagań
Odbiór końcowy
- Weryfikacja podczas Run@Rate